 Skip to content
Skip to content 
Choosing between injection molding and 3D printing isn’t a question of which process is better. It’s a question of which process is right for your part, your volume, and where you are in your development cycle. Both are legitimate manufacturing tools. Both produce plastic parts. And both will give you the wrong result if you pick the wrong one for the job.
Engineers and startup founders face this decision constantly. You have a CAD model, a deadline, and a budget. The choice you make now shapes your timeline, your cost per part, and how much pain you’ll feel if the design needs to change. This guide lays out the core differences clearly so you can make the right call.
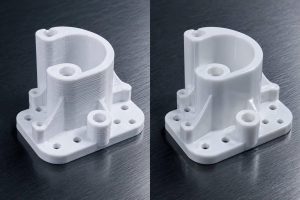
What Is 3D Printing?
3D printing, also called additive manufacturing, builds parts layer by layer directly from a digital file. No tooling required. You upload your CAD model, select a material, and the printer deposits or cures material until the part is complete.
There are several 3D printing technologies worth knowing:
- FDM (Fused Deposition Modeling): Extrudes melted filament layer by layer. Most affordable. Visible layer lines. Best for form models and early validation.
- SLA (Stereolithography): Cures resin with a UV laser. Smoother surface finish than FDM. Better dimensional accuracy. Used for detailed prototypes.
- SLS (Selective Laser Sintering): Fuses nylon powder. No support structures needed. Good mechanical properties. Closer to production-grade than FDM or SLA.
The trade-off is mechanical performance and surface finish. 3D printed parts are generally weaker than injection molded parts due to layer adhesion. Surface texture shows layer lines unless post-processing is applied. And at volumes above a few hundred parts, the per-unit cost becomes hard to justify.
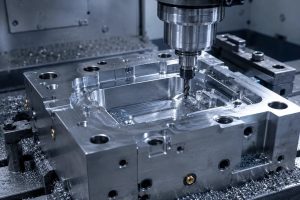
What Is Injection Molding?
Injection molding forces molten plastic into a machined metal mold under high pressure. The plastic cools, the mold opens, and the part ejects. The cycle repeats rapidly, often in under 60 seconds, making it the dominant process for high-volume plastic production.
The tooling is the key distinction. A mold must be designed and machined before a single part can be produced. Aluminum molds, commonly used for rapid prototyping and low-volume runs, are faster and cheaper to produce than steel but wear faster at high volumes. Steel molds cost more upfront but last for millions of cycles.
The upfront tooling cost is real. For a simple single-cavity aluminum mold, expect to start around $1,000-$3,000. More complex geometries with multiple cavities or tight tolerances push that higher. But once the mold exists, per-part costs drop sharply as volume increases.
Head-to-Head: Injection Molding vs. 3D Printing
The table below captures the core differences across the factors that matter most in the prototyping-to-production journey.
| Factor | 3D Printing | Injection Molding |
|---|---|---|
| Tooling Cost | None (tool-free) | Aluminum: $1,000-$10,000+; Steel: $10,000-$100,000+ |
| Per-Part Cost at Volume | Higher; does not scale well | Lower; drops sharply at 500+ parts |
| Lead Time | Hours to days | Rapid: 3-5 days; Production: weeks |
| Material Options | Growing, but limited | Broad thermoplastic and thermoset library |
| Tolerances | +/-0.2mm typical; process-dependent | +/-0.1mm or tighter with steel tooling |
| Surface Finish | Layer lines visible; post-processing often needed | Smooth; can specify texture in mold |
| Design Freedom | Very high; undercuts and complex geometry easy | Constrained by draft angles and parting lines |
| Best Volume Range | 1-500 parts | 100-100,000+ parts |
| Ideal For | Early prototypes, iterative design, low-volume custom parts | Functional testing, bridge production, production runs |
These aren’t arbitrary specs. They reflect the real decisions engineers and purchasing managers face when a product moves from concept to market.
When 3D Printing Is the Right Call
3D printing earns its place early in the development cycle. If you’re still refining geometry, testing fit, or validating a form factor, printing is faster and cheaper than cutting a mold. A design change that costs you nothing in a 3D printer costs real money when it means modifying tooling.
It’s also the right process when you need complex internal geometries that injection molding can’t produce: internal channels, lattice structures, or undercuts that would require complex side actions in a mold. 3D printing has no such constraints.
Low volume, short timeline, frequent iteration: this is where 3D printing dominates.
When Injection Molding Is the Right Call
Injection molding becomes the right answer the moment your design stabilizes and your volume climbs. The crossover point varies by part geometry and material, but in most cases, injection molding becomes cost-competitive somewhere between 200 and 1,000 parts. Beyond that threshold, the per-part economics favor molding decisively.
Injection molding also wins on mechanical performance. Parts are isotropic, meaning they have consistent strength in all directions, unlike 3D printed parts where layer adhesion creates directional weakness. For functional testing under real load conditions, injection molded parts give you accurate data that protects your development decisions.
rapid injection molding for functional testing
Using Both in the Same Product Lifecycle
The most practical answer for many development teams isn’t a choice between these two processes. It’s a sequence. Use 3D printing to validate geometry, fit, and form. Move to injection molding once the design locks and functional testing requires production-grade materials and surface finish.
complete guide to prototyping and product development
ISO 9001:2015 certified manufacturers like RPM Fast can support both stages of this process, which matters when design continuity and quality documentation need to transfer cleanly from prototype to production parts.
Frequently Asked Questions
At what volume does injection molding become cheaper than 3D printing?
The crossover point depends on part size, complexity, and material, but for most plastic parts it falls between 200 and 1,000 units. Below that threshold, 3D printing is typically more cost-effective because there’s no tooling cost. Above it, the per-part cost of injection molding drops enough to offset the mold investment.
Can 3D printed parts be used for functional testing?
Yes, with important caveats. SLS-printed nylon parts can handle meaningful mechanical loads and are suitable for fit and function testing in many applications. However, 3D printed parts are weaker than injection molded parts due to layer adhesion, and material options are narrower. For testing that requires production-representative strength or material properties, injection molded parts are more reliable.
How long does it take to get injection molded parts through rapid tooling?
With rapid injection molding using aluminum tooling, parts can be delivered in as few as 3-5 business days after the design is finalized. This is the core advantage of rapid injection molding over traditional tooling, which can take 4-8 weeks or more for production molds. Lead time varies by part complexity and mold cavity count.
What materials are available for each process?
Injection molding supports a broad range of engineering thermoplastics, including ABS, polycarbonate, nylon, polypropylene, TPU, and glass-filled variants. 3D printing material options are narrower but expanding, with FDM supporting common thermoplastics and SLS supporting nylon. For production-grade material properties, injection molding gives you access to a wider and better-characterized material library.
Choosing the Right Process
The decision between injection molding and 3D printing comes down to three variables: where you are in your development cycle, how many parts you need, and what mechanical performance those parts must deliver.
Early-stage, iterating frequently, under 200 parts: 3D printing is faster and cheaper. Design locked, quantities above 500, needing production-grade materials and surface finish: injection molding is the right move.
